Verkfræðibyltingin á keilulaga rakvélarblöðum: Hvernig tapered ábendingar endurmóta lágmarksífarandi hugmyndafræði mjúkvefjastjórnunar í liðspeglun
Apr 14, 2026
Verkfræðibyltingin á keilulaga rakvélarblöðum: Hvernig mjóknuð ráð endurmóta lítið ífarandi hugmyndafræði mjúkvefjastjórnunar í liðspeglun
Spurt og svarað nálgun
Innan afmarkaðs rýmis 5-mm liðspeglunarrásar, hvernig er hægt að ná nákvæmri úthreinsun vefja með mismunandi áferð-eins og ofþynnu liðþekju eða rifnum menisci - á meðan forðast skaða á mikilvægum byggingum í kring? Hefðbundnir beinir sívalir rakvélar eiga oft í erfiðleikum með að beita krafti á áhrifaríkan hátt í þröngum liðholum; tilkoma keilulaga rakvélablaða var hönnuð sérstaklega til að leysa þessa staðbundnu takmörkun. En hvernig kemur keilulaga hönnunin í jafnvægi milli skurðarhagkvæmni og rekstraröryggis?
Söguleg þróun
Þróun arthroscopic rakvéla er smáheimsmynd samverkandi þróunar á lágmarks ífarandi bæklunarlækningum og nákvæmni verkfræði. Fyrstu-kynslóð rakvéla á níunda áratugnum voru með einföldum sívalningum, sem þjáðust af lítilli skurðarvirkni og tíðri stíflu. Árið 1992 jók tvöfalt-gáttarskurðarkerfi Dr. O'Connor skilvirkni um 50%. Tilkoma bogadreginna blaða árið 2000 gerði aðgang að aftari horninu á meniscus. Hin sanna bylting átti sér stað í 2010-mjókkaðri blaðhönnun ásamt hagræðingu vökvavirkni, klikkaði loksins kóðann fyrir aðgang að þéttum samskeytum. Árið 2015, tilkoma 17-4 PH ryðfríu stáli lengdi endingartíma blaðsins úr 50 klukkustundum í 200 klukkustundir. Í dag er samþætting stafrænnar hönnunar og 5-ása laserskurðar að fæða af sér nýja kynslóð snjöllra rakkerfa.
Tæknilegar staðlaðar skilgreiningar
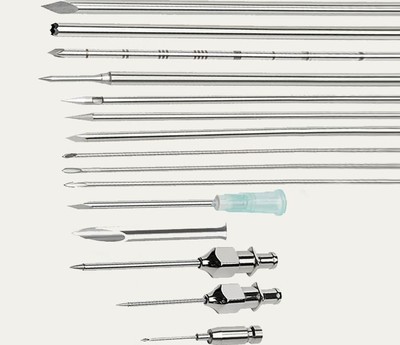
Keilulaga rakarblaðið er nákvæmniskerfi sem er fínstillt fyrir margar breytur:
|
Parameter Mál |
Tæknistaðall |
Líffræðileg þýðing |
|---|---|---|
|
Taper horn |
3–8 gráður hægfara mjókkandi |
5 gráðu mjósnun dregur úr ísetningarþoli um 40% á meðan skurðarstöðugleiki er viðhaldið |
|
Hönnun glugga |
Sporöskjulaga ytri gluggi, tvöfalt-innra yfirborð |
Takmarkar stærð brota, dregur úr stíflutíðni um 60% |
|
Efnishalli |
Ábending: 17-4PH (HRC 52-56); Skaft: 316L |
Fullkomið jafnvægi á milli slitþols og sveigjanleika skafts |
|
Yfirborðsmeðferð |
Rafslípun, grófleiki Ra Minna en eða jafnt og 0,2 μm |
Dregur úr viðloðun vefja, dregur úr núningi um 30% |
|
Vökva fínstilling |
Innri rör þrengingar hönnun, 25% flæði aukning |
Hröð ruslhreinsun, viðheldur skýru sjónsviði |
Grunnatriði skurðarvélafræði
Líkamlegir kostir keilulaga blaðsins:
Framsækin innganga:Mjókkandi oddurinn færir náttúrulega mjúkan vef undir liðþrýstingi og dregur úr innsetningarkrafti um 50% samanborið við bein blað.
Þrýstidreifing:Keilulaga yfirborðið breytir ásþrýstingi í geisladreifðan kraft, sem dregur úr nákvæmum þrýstingi á brjóskflötum.
Hvirfiláhrif:Snúningskeilan myndar miðþekjuhring sem „sogir“ vef á virkan hátt inn í skurðargluggann.
Hagræðing klippu:Tveir innri gluggar leyfa tvær skurðaðgerðir á hverri snúning, sem tvöfaldar skilvirkni.
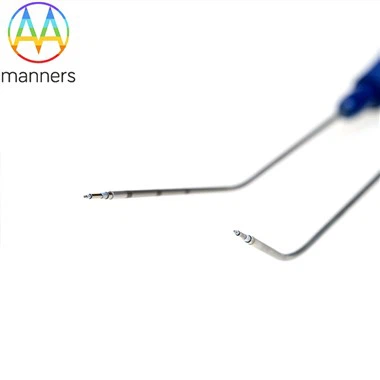
Aðlögun klínískrar atburðarásar
Sérsniðið blaðval fyrir mismunandi samskeyti:
Öxl:4,5 mm í þvermál, 5 gráðu mjókkandi, 120 mm lengd fyrir rými sem er undirfrumum.
Hné: 5,5 mm í þvermál, 3 gráðu mjókkandi fyrir þröngt aðgengi milli keðja.
Ökkli:3,5 mm í þvermál, 8 gráðu mjókkandi í samræmi við sveigju talarhvelfingarinnar.
Úlnliður: 2,9 mm þvermál, mjókkandi fyrir TFCC (Triangular Fibrocartilage Complex) viðgerðir.
Bylting í framleiðsluferlum
Tæknibylting 5-ása laserskurðar:
Skurður nákvæmni:Kerfbreidd 15–30 μm, um það bil 1/3 til 1/2 þvermál mannshárs.
Hita-áhrifasvæði (HAZ): <10 μm, preventing alterations to material properties.
Samsvörun prófíls:Fullkomin passa á milli innra rörs og bogadregins ytra rörs, bil Minna en eða jafnt og 0,05 mm.
Suðutækni:Hitainntak leysissuðu stjórnað innan 20 J til að koma í veg fyrir glæðingu.
Gæðastaðfestingarkerfi
Full-keðjugæðaeftirlit frá efni til fullunnar vöru:
Hráefnisskoðun: δ-Ferrít innihald í 17-4PH ryðfríu stáli sem er stjórnað til<5%.
Vöktun hitameðferðar:Tómaslökkun + tvöföld öldrun, hörkustig stjórnað við HRC 52-56.
Kvikt jafnvægispróf:Titringsgildi<0.5 g at 5,000 RPM.
Skurðarpróf:Stöðug aðgerð á hermavef í 4 klukkustundir með<10% efficiency decay.
Lífsamrýmanleiki:Full ISO 10993 prófunarsvíta, frumueiturhrif Minna en eða jafnt og 1. stigs.
Framlag kínverskrar framleiðslu
Nýsköpun í húsverkfræði:
Efnisskipti: Innlent 17-4PH ryðfrítt stál lækkar kostnað um 40% með sambærilegum afköstum.
Fínstilling á ferli: Multi-sjálfvirk vinnsla eykur framleiðslu skilvirkni um 300%.
Skoðunartækni:Vélsjón greinir sjálfkrafa galla í blaðinu með 99,9% nákvæmni.
Kostnaðareftirlit:Keilulaga innlendar rakvélar eru verðlagðar á 1/3 til 1/2 kostnaðar við innfluttar vörur.
Framtíðarverkfræði
Tæknileg landamæri næstu-kyns keilulaga rakvéla:
Snjallskynjun: Innbyggðir ljósleiðaraskynjarar veita rauntíma-viðnám við klippiþol.
Aðlögunarráð:Minni málmblöndur sem stilla taper sjálfkrafa eftir hörku vefja.
Ómskoðunaraðstoð:40 kHz úthljóðs titringur sem dregur úr skurðkrafti um 70%.
Nanó-húðun: DLC (Diamond-Like Carbon) húðun sem lækkar núningsstuðulinn í 0,05.
Vélfærafræðileg samþætting: Samhæfni við skurðaðgerðarvélmenni fyrir undir-millímetra nákvæmni brottnám.
Dr. James Chow, fyrrverandi formaður AAOS tækninefndar, sagði: "Hönnunarheimspeki keilulaga rakablaðsins þýðir "tilfinningu" skurðlæknisins yfir á verkfræðilegt tungumál og skilar síðan þeirri verkfræðilegu nákvæmni aftur í hönd skurðlæknisins. Innan millímetra-skalamarka sameiginlega rýmisins táknar þetta ekki aðeins þróun verkfæris, heldur verkfræðilega framsetningu á lágmarks ífarandi hugtakinu.